Processing of Samarium Cobalt Magnetic Materials
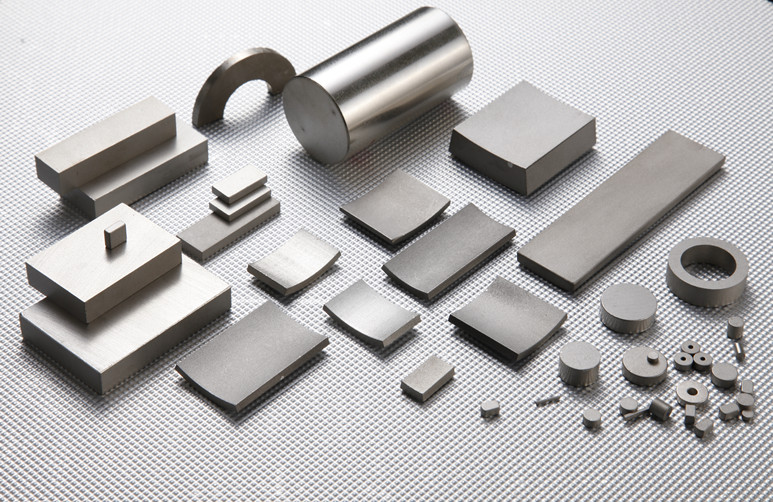
Samarium cobalt magnetic material (SmCo Magnet) is a kind of precious rare powder metallurgy product. Its physical properties are hard and brittle. Its Vickers hardness is 550-600HV/Mpa. Because it is very brittle and difficult to process, it cannot be directly turned and drilled like other metal materials. Therefore, processing magnetic materials can be described as walking on thin ice. The traditional processing method is wire cutting, but this processing method has low efficiency and low precision, and is no longer suitable for the needs of current social development. After continuous exploration, we have formulated a set of the most advanced magnetic material processing technology and adopted automation. The machinery and equipment, for punching and grinding processing, most effectively adapt to the needs of today's technology and information society.

1. The development and working principle of the punching machine
Since the samarium cobalt magnetic material is hard and brittle, it is difficult to process the middle hole. As early as 2008, we came up with the method of hole-punching to process the middle hole. At that time, the hole-punching car was refitted with an instrument car. It was hoisted with heavy objects and used a single-arm rocker. Hole processing; but this processing method has low processing efficiency and it is difficult to control the processing speed of the operator (because heavy objects can be added or subtracted, and some people add heavy objects at will in pursuit of speed, so the quality of processed products is not high). In order to solve this problem, after the continuous efforts of our team, coupled with the strong support of the technical department and the company’s leaders, we designed and purchased a fully automatic multi-station punching machine for punching processing, achieving one-time clamping The processing of three parts is completed at the same time, and the processing efficiency is increased to more than 2 times. According to the outer diameter of the product and the wall thickness after machining the middle hole, the feed speed is designed and locked so that the operator cannot adjust it at will, which greatly improves the processing quality of the product. And this boring machine adopts a horizontal spindle structure, and the spindle support adopts precision angular contact bearings, so that the spindle has high precision, strong rigidity, easy adjustment and long service life; the rotating parts adopt Taiwan precision ball screws, and the outer telescopic protective sleeve is used. It is dust-proof and anti-magnetic mud to ensure the precision and durability of the screw rod. The tool seat plate is evenly stressed and runs smoothly; the axial feed adopts a stepping motor, and the running speed is stable. In processing, three-axis synchronous linear processing is used to complete three parts processing at a time, which is more than 2 times higher than the processing efficiency of ordinary machine tools, which greatly reduces processing costs, and also improves the utilization of unit area of the plant under the same conditions. Rate; the whole machine adopts PLC system control, stable performance, digital setting of processing parameters, simple operation, can automatically complete processing after clamping materials, and automatically alarm after processing is completed, which not only improves production efficiency but also saves production costs. Suitable for middle hole processing of magnetic materials.
2. Hole processing of cylindrical products
The hole processing of cylindrical products is to use a specially-made hole stick to directly carry out the hole processing on the fully automatic hole punching machine; during processing, the product to be processed and the hole stick move relative to each other (the direction of rotation is opposite), When the punching rod just touches the end surface of the product, the axial feed force should be small, the feed speed is very slow, and the cooling water is added to make the product slowly be ground without heating and cracking. When the perforated rod enters the product about 2mm, the axial feed force gradually increases, and finally stabilizes, so that the internal stress of the product will be slowly released; when the processing reaches the middle position of the product, stop and adjust the product again. Processing; this two-end processing mode can avoid the easy cracking of the end face caused by one-end processing. Therefore, the hole processing mode is most suitable for the middle hole processing of samarium cobalt magnetic materials.
3. Middle hole processing of special-shaped products
Special-shaped products mainly include: tile, trapezoid, triangle, square, etc. When processing the middle hole, we must first make a jacket for the special-shaped product. The inner shape of the jacket is the same as the special-shaped product to be processed, and the outer side is a cylindrical shape, so that the special-shaped product can be treated as a cylindrical shape to process the middle hole. Makes the processing more convenient, and the production efficiency is significantly improved.

4. Processing of radial thin-walled ring products
Radial products are prone to internal cracks when processing thin-walled middle holes. Therefore, this product is the most difficult to process among samarium cobalt magnetic materials. Through the collective wisdom of our team, we finally found a most advanced and effective processing method. We made a ring sleeve, used the sleeve to cover the product to be processed, and then put it in the fixture, and processed the middle hole by the sleeve hole processing method, which can reduce the probability of product damage.
5. Machining of arc surface
In the past, the arc surface of magnetic materials was processed directly by wire cutting. This processing method not only has high cost, low processing efficiency, and low production accuracy. With the development of science and technology, the precision required by customers is getting higher and higher, and traditional processing methods can no longer meet customer requirements. Through our continuous exploration and the great help of company leaders, the existing equipment in the workshop is modified and debugged, and semi-automatic The shaft surface grinder is used for direct grinding instead of wire cutting. It uses specially made movable fixtures and customized shaped grinding wheels for direct grinding. The processing efficiency is increased by more than 2 times, and the symmetry and accuracy of the product can be satisfied. customer's request. Our semi-automatic horizontal axis surface grinder is modified by our company. The manual horizontal axis surface grinder is driven by a servo motor, and the manual transverse feed is changed to automatic; this way, on the one hand, it prevents the operator from neglecting the product in pursuit of speed. On the other hand, it improves production efficiency. Its working principle is as follows: When the product is clamped, the servo motor starts to start and the tool feed (the feed speed is adjusted to be slow and uniform); when the product is completely ground, the servo motor will automatically stop, and it will be processed. After all the products are taken out, the servo motor restarts again. At this time, the car is fast (empty travel), and after returning to the origin (starting grinding point), the servo motor will automatically stop again. The above steps start the automatic grinding process. Therefore, this automatic grinding method can best meet the customer's product quality requirements.
6. Processing of high-precision products and special-shaped products
With the development of science and technology, some high-end products are constantly coming out, which not only require high precision, but also require geometrical tolerances such as concentricity and perpendicularity. We use the existing equipment in the workshop, and use the cylindrical grinder to grind the outer diameter through the mandrel or the steel wire reference to grind the outer diameter to meet the concentricity requirements, as well as the verticality of square and cylindrical products, and use special fixtures for flat-head grinding. It can ensure that the verticality of the product is within 0.05mm. There are also some special-shaped products that cannot be processed by wire cutting, such as ball head products, inner and outer tapered rings, inner and outer step rings, conical and truncated cone-shaped products, etc., using existing equipment, special fixtures, and grinding wheels through internal and external cylindrical grinders and Surface grinders can perform grinding directly.
In short, for the processing of samarium-cobalt magnetic materials, the processing technology must first be determined, and then the jigs and tools or abrasive tools used for processing must be selected. This is the key to the processing of samarium-cobalt magnetic materials. The above is a detailed introduction to the processing technology. Here, I will briefly describe the selection of processing fixtures and tools. The first is to choose a fixture. It is best to choose a fixture that is both rigid and flexible. This fixture has the best effect; second is the tool. Generally speaking, the tool for processing samarium-cobalt magnetic material is mainly alloy tool, which is easy to process and easy to process. Wearable.


